320 MCR | 400 MCR | 500 MCR
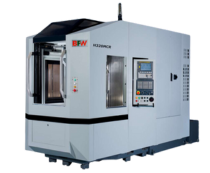
MCR, High speed Horizontal Machining Centers offer high speed, precision, flexibility, compact foot print and energy saving benefits. MCR is specially built to meet your requirement of machining power train components of passenger cars and light commercial vehicles. The fast, flexible and compact MCR comes to you with many advantages.



Have Any Questions?
Let us tell you more about MCR. Feel free to reach out to us anytime.
MCR | H 320 MCR | H 400 MCR | H 500 MCR |
|---|---|---|---|
Pallet size (mm × mm) | Dia 320 (Dia 400) | Dia 400 (Dia 500) | Dia 500 |
Pallet type | Tapped holes | Tapped holes with butting pads | Tapped holes with butting pads |
Maximum load on table (kg) | 300 | 400 | 500 |
Pallet height from ground level (mm) | 950, with 100 mm ground clearance | 1200, with 100 mm ground clearance | 1080, with 100 mm ground clearance |
Maximum job swing – diameter × height (mm) | 700 × 500 | 560 × 500 (800 × 500) | 700 × 700 (900 × 700) |
Index positions (°) | 360 × 1° (360000 × 0.001°) | 360 × 1° (360000 × 0.001°) | 360 × 1° (360000 × 0.001°) |
X / Y / Z (mm) | 500 / 350 / 350 | 500 / 400 / 400 | 500 / 550 / 500 |
Table centre – spindle centre distance (mm) | 100 – 450 | 100 – 500 | 170 – 720 |
Table centre – spindle face distance (mm) | 100 – 450 | 100 – 500 | 200 – 700 |
Rapid traverse X / Y / Z axis (m/min) | 60 | 50 | 50 |
Spindle (Standard) Power cont./int. (kW) | 3.7 / 5.5 / 7.5 / 11 | 5.5 / 7.5 (7.5 / 11) | 5.5 / 7.5 (7.5 / 11) |
Spindle (Standard) Speed (max, rpm) | 8000 (10000 / 12000) | 8000 (10000) | 8000 (10000) |
Spindle (Standard) Taper type | BT 30 (HSK A50) | BT 40 (HSK A63) | BT 40 (HSK A63) |
Spindle (Standard) Maximum torque (Nm) | 35 with Siemens (58 with Mitsubishi) (70 with Fanuc) | 57 with Siemens (70 with Mitsubishi / Fanuc) | 57 with Siemens (70 with Mitsubishi / Fanuc) |
Spindle – High Torque (with Fanuc only) Power cont./int. (kW) | NA | NA | 22 / 37 (15% ED) |
Spindle – High Torque (with Fanuc only) Speed (max, rpm) | NA | NA | 14000 |
Spindle – High Torque (with Fanuc only) Taper type | NA | NA | HSK A63 |
Spindle – High Torque (with Fanuc only) Max torque (Nm) | NA | NA | 250 |
Automatic Tool Changer Pull stud | As per MAS-403 P30T-1 | As per DIN 69872 | As per DIN 69872 |
Automatic Tool Changer Number of tools | 20 | 20 | 20 |
Automatic Tool Changer Max tool diameter (mm) | 80 | 80 / 125 | 80 / 125 |
Automatic Tool Changer Max tool length (BT – HSK) (mm) | 200 (300) | 250 (350) | 320 |
Automatic Tool Changer Max tool weight (kg) | 4 | 5 | 6 |
Automatic Tool Changer Tool changing time (tool-to-tool) (sec) | 2.4 | 2.5 | 2.5 |
Automatic Tool Changer Chip-to-chip time (sec) | 3.9 | 4.0 | 5.0 |
Accuracy (ISO 230-2) Linear axes positioning (mm) | 0.010 | 0.010 | 0.010 |
Accuracy (ISO 230-2) Linear axes repeatability (mm) | 0.007 | 0.007 | 0.007 |
Accuracy (ISO 230-2) B Axis positioning (arc sec) | 8 (25) | 8 (25) | 8 (25) |
Accuracy (ISO 230-2) B Axis repeatability (arc sec) | 6 (15) | 6 (15) | 6 (15) |
Machine weight (kg) | 5500 | 6500 | 8500 |
Total connected load (kVA) | 25 | 45 | 55 |
Dimensions (L × W × H, mm) | 1,400 × 4,200 | 1,700 × 4,650 | 1,900 × 4,100 |
Compressed air (bar) | 6 | 6 | 6 |
Power supply | 415 V AC, 50 Hz, 3 Phase | 415 V AC, 50 Hz, 3 Phase | 415 V AC, 50 Hz, 3 Phase |
CNC System | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF |
Excellent precision with the use of high-precision components and thermo-friendly features.
High speed, precision, flexibility, compact footprint and
energy saving benefits.
Contact us online or join us at one of our events to explore potential partnerships and collaborations. Our custom solutions are manufactured using cutting-edge technologies and the latest methodologies.
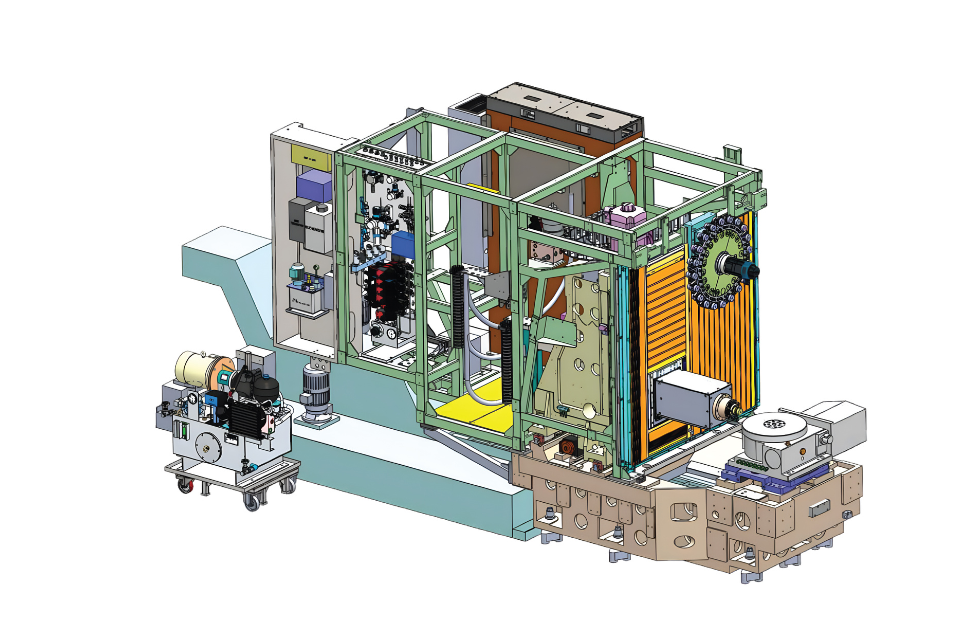
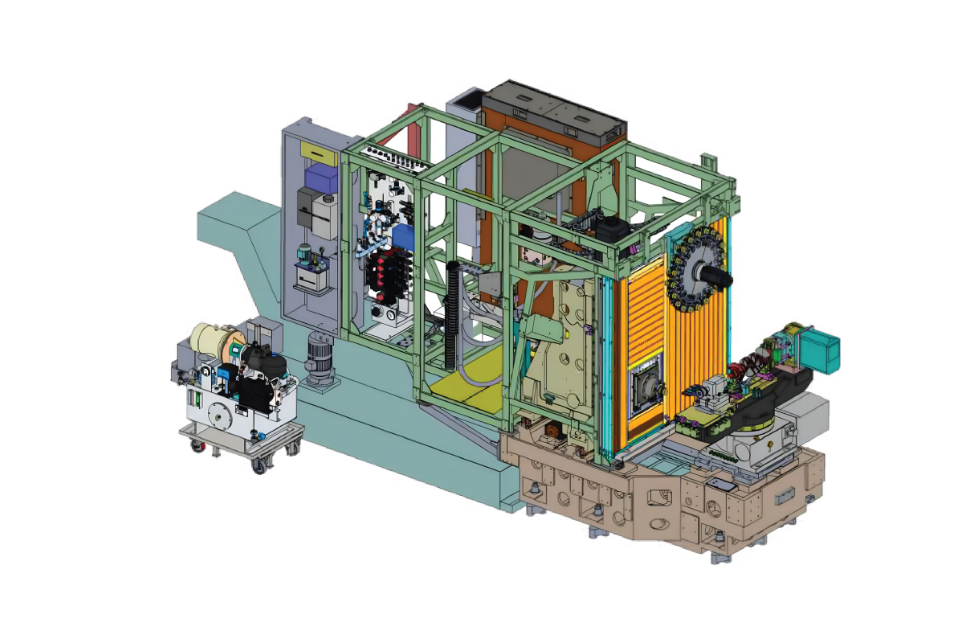
MCR is BFW Europe’s high-speed horizontal machining center series built for machining lines where compact footprint, fast production rhythm, and repeatable accuracy are critical. The MCR platform is positioned to deliver high speed, precision, flexibility, compact footprint, and energy-saving benefits, and it is specially built to meet requirements for machining powertrain components of passenger cars and light commercial vehicles.
MCR models are commonly referenced as 320 MCR, 400 MCR, and 500 MCR, giving manufacturers a consistent platform concept that can be aligned with different component sizes and line layouts.
MCR is designed as a narrow-width horizontal machining center that can be easily accommodated in machining lines. For production buyers, this supports denser line layouts, better floor-space utilization, and more practical integration when multiple machines must sit side-by-side.
MCR is positioned as a fast, flexible, compact machine built for production. In practice, that means a platform intended to keep non-cut time low, maintain a steady machining rhythm across repetitive cycles, and support stable output over long shifts.
MCR highlights sustained accuracy and roller guideways as part of its performance profile. Repeatability matters most in powertrain and automotive production machining, where the real goal is not a one-time tolerance achievement, but consistent results across thousands of cycles.
MCR includes energy-saving functions within its wash and coolant routines. Over long production runs, these types of features support a cleaner cutting environment and a more stable day-to-day workflow without unnecessary resource waste.
MCR emphasizes a wide range of table configurations and axis possibilities. This makes the platform practical when applications evolve and when different part families require different machining strategies.
MCR is designed with a production-ready base configuration that supports stable motion, repeatable positioning, and practical daily operation in machining lines.
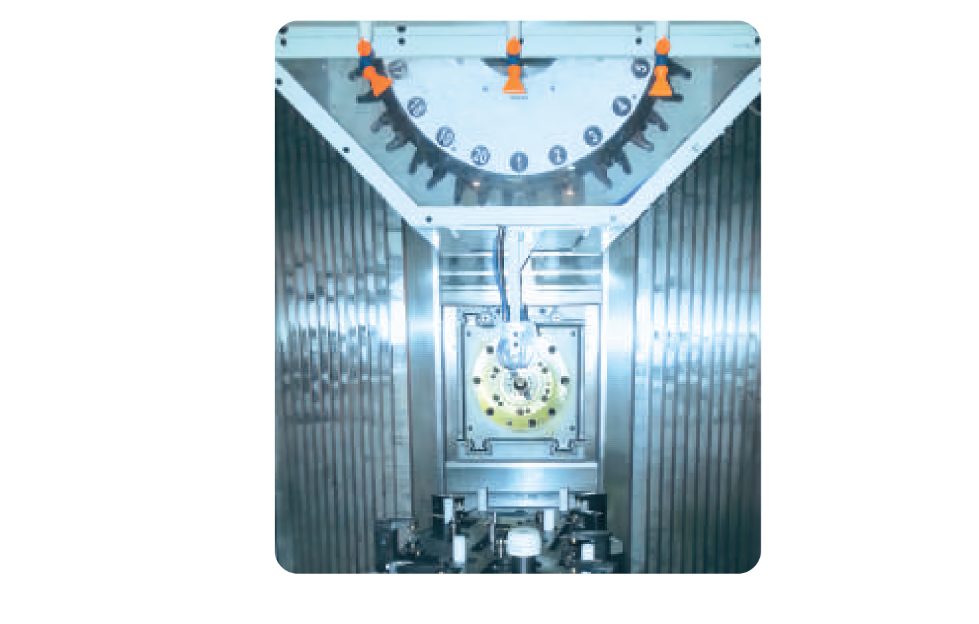
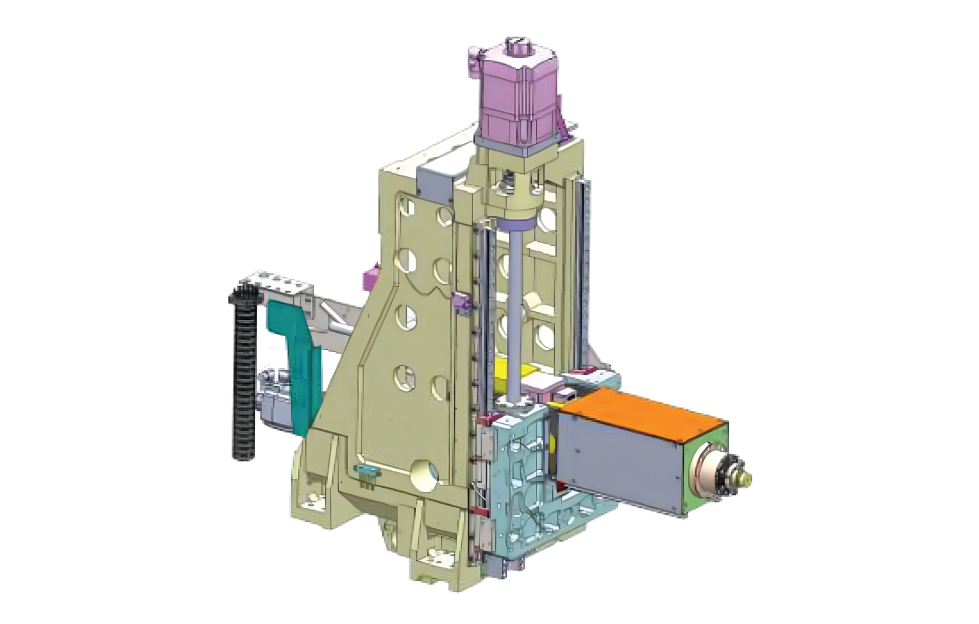
Key standard elements include a roller-guideway motion platform, precision ball screws, centralized lubrication, spindle taper air blast for cleaner tool seating, absolute encoders, tool life management, alarm diagnostics, and a coolant and chip handling setup designed for production use.
The standard configuration also supports multi-axis interpolation capability, which is relevant when indexing, rotary work, or multi-face strategies are part of the machining process.
MCR’s unique positioning is strongly tied to how easily it can be configured for different machining-line requirements.
Line integration advantages: narrow-width machine concept and single-lift quick installation.
Pallet workflow flexibility: option of pallet changer-less configuration, as well as multiple table types such as NC tables, rotary tables, and tilting tables.
Axis configuration options: configurations such as only B-axis, only A-axis, A+B, and 5-axis options are highlighted as part of the platform flexibility.
Process stability support: online hydraulics and optional thermal compensation sensor capability are referenced as part of maintaining sustained accuracy in production conditions.
MCR can be configured with optional features that remove common production bottlenecks—chip evacuation in deeper features, tool capacity constraints, process security, and setup efficiency.
Common optional directions include:
Automatic pallet changer (servo-driven, rotary type) for higher spindle utilization and faster changeovers.
High-pressure coolant through spindle (16 bar / 40 bar) with filtration to improve chip evacuation and stabilize tool life in drilling-heavy, chip-prone geometries.
Continuous rotary table capability for applications that rely on precise indexing or continuous rotation.
HSK spindle options, minimum quantity lubrication, tool breakage sensing, mist collection, and coolant chilling to support process stability and production reliability.
CNC and performance options such as Fanuc CNC and AICC II function (Fanuc only), plus USB interfacing and CE certification support.
4th and 5th axis rotary table options for multi-face machining strategies and setup reduction.
MCR is specially built for machining powertrain components of passenger cars and light commercial vehicles, where machining-line integration, repeatability, and production stability are core priorities.
Beyond powertrain-focused work, MCR also fits machining-line environments producing prismatic production parts where:
compact footprint and machine-to-machine spacing matter,
stable repeatability is required across large batch sizes,
and flexible rotary or table configurations support multi-operation machining.
MCR is a compact, high-speed horizontal machining center series designed for machining lines and production workflows. With a narrow-width, line-friendly footprint, sustained accuracy features, energy-saving routines, and broad configuration flexibility—from pallet changer-less setups to rotary, tilting, and multi-axis options—MCR is positioned as a practical HMC platform for automotive powertrain and high-volume production machining.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}