Additive manufacturing has grown from a niche prototyping capability into a mature manufacturing technology used to create everything from ergonomic prototypes to certified flight hardware. The reason is simple: an AM additive manufacturing process turns digital geometry into physical parts layer by layer, reducing tooling constraints and enabling shapes that are hard to achieve with traditional manufacturing methods. It is often grouped under 3d printing, but the reality is broader. There are multiple categories, each with its own materials, physics, quality controls, and cost structure.
This guide breaks down the 7 types of additive manufacturing that are most widely recognized in industry, explains how each works, and highlights the trade-offs that matter when you move from concept models to functional production. If you are comparing manufacturing methods or deciding whether AM is the right route opposed to subtractive manufacturing, the key is to understand what each method can realistically deliver.
The 7 Types of Additive Manufacturing
This depends on how the material is delivered, and how the layer is bonded. Across the different types of additive manufacturing, the bonding mechanism might rely on heat to melt and solidify material, a chemical reaction to cure a polymer, or a binder step followed by furnace densification.
Most discussions group AM into seven categories:
- Vat photopolymerization
- Material extrusion
- Powder bed fusion
- Binder jetting
- Material jetting
- Directed energy deposition
- Sheet lamination
These are the “seven categories of additive manufacturing” you will see referenced in standards, OEM documentation, and most AM training.
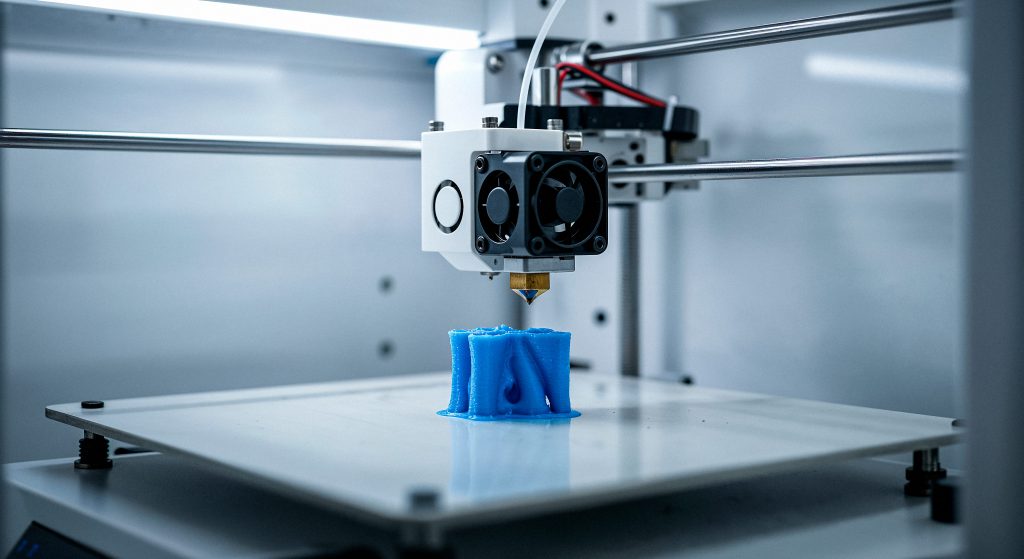
Material extrusion
Material extrusion is widely used because it is accessible, flexible, and scalable from desktop systems to industrial platforms. The basic principle is that material is pushed through a nozzle and laid down as a bead, which bonds to the layer below.
FDM / FFF
In FDM (also called FFF), a printer heats a thermoplastic and extrudes it as continuous roads. The toolpath is controlled so the beads bond and form a solid structure.
Best for: functional prototypes, jigs, fixtures, housings, and cost-effective parts where surface finish is not the primary driver.
What to plan for: layer lines, strength differences between directions, and the need for supports on overhangs.
Large-format and pellet extrusion
Some industrial systems use pellets to increase deposition rate and reduce material cost. This is commonly used for large patterns, tooling forms, and parts that will be machined after printing.
Vat photopolymerization
Vat photopolymerization builds parts in a vat of liquid photopolymer, using light to selectively solidify each layer. The chemistry enables excellent detail and smooth surfaces, which is why it is a preferred option for high-resolution models.
SLA, DLP, and LCD-based resin printing
SLA uses a laser to trace the layer and solidify a photopolymer. DLP cures an entire layer at once using projected light, while LCD approaches use a masked screen to pattern the exposure. In all cases, the raw material is a photopolymer resin, and parts typically need washing and post-curing.
Best for: dental models, investment casting patterns, visual prototypes, and intricate geometries.
What to plan for: resin handling and safety, brittleness depending on formulation, and the need for post-curing to achieve stable properties.
Powder bed fusion
Powder bed fusion forms parts by spreading a thin layer ofpowder and selectively bonding regions. The unused powder supports overhangs and helps stabilize builds.
Polymer powder bed fusion
Polymer PBF (such as SLS) uses a heat source to fuse polymer powder. Because the powder acts as a natural support, the process is well suited to batch production of durable polymer components.
Best for: functional polymer parts, ducting, complex housings, and repeated batches.
What to plan for: a textured surface, powder refresh strategy, and shrink control.
Metal powder bed fusion
Metal PBF is a key pillar of metal additive manufacturing and is often used for high-value applications that require complex geometries and internal channels. The feedstock is typically metal powder, and the energy input melts or fully fuses regions to create dense material.
Two common terms appear frequently in industry:
- Selective laser melting: a laser fully melts metal powder in the build region.
- Direct metal laser sintering: a widely used commercial term for laser-based metal PBF, despite the fact that the process typically involves melting rather than true sintering.
Metal PBF is known for making high-performance metal parts, but it nearly always requires thoughtful orientation, support planning, and post-processing.
Binder jetting
Binder jetting builds a “green” part by selectively depositing a binder into a powder bed. A print head applies the binder pattern, and the part is later furnace processed to achieve final density.
Best for: scalable production where the sintering route is stable and dimensional compensation is well understood.
What to plan for: shrinkage and distortion during densification, and finishing for tight tolerances.
Binder jetting is also widely used for sand molds and cores, enabling complex casting geometries without traditional patternmaking.
Material jetting
Material jetting works by depositing tiny droplets of material onto a surface and solidifying them immediately, enabling very smooth surfaces and fine details. Some systems can print multiple materials within the same build, making it useful for realistic prototypes and specialized functional parts.
Best for: appearance models, medical/dental applications, and multi-material prototypes.
What to plan for: photopolymer durability limits and the need to match material properties to real-world requirements.
Directed energy deposition
Directed energy deposition, often shortened to ded, builds metal by feeding powder or wire into a focused energy zone that melts material as it is placed. The process can deposit material onto existing components, making it a strong option for repair, refurbishment, and feature addition.
DED is defined by the energy source used. Some systems use a laser, while others use a laser or electron beam, and some rely on arc-based energy. When the process uses an electron beam, it typically operates in vacuum, which changes how heat is managed and how materials behave.
Best for: repairs, cladding, near-net builds of large components, and adding material to existing parts.
What to plan for: lower resolution than powder-bed methods, rough as-built surfaces, and machining to final tolerance.
Sheet lamination
Sheet lamination bonds layers of sheet material and then cuts the outline for each layer. In simple terms, you laminate sheets, cut the shape, and repeat until the part is complete.
One well-known approach is laminated object manufacturing, which traditionally uses adhesive-bonded sheets (often paper or polymer). Another is ultrasonic additive manufacturing, which bonds metal sheets using ultrasonic energy and then machines features as the stack grows.
Best for: certain tooling patterns, visual models, and niche metal applications where bonding method and geometry make sense.
What to plan for: properties that depend heavily on bonding quality, and limitations in geometric complexity compared with powder-bed methods.
How the printing process influences quality and cost
Across all AM categories, three practical factors tend to dominate outcomes:
- Build platform management: flatness, thermal behavior, and stability influence warping risk and repeatability.
- Post-processing load: support removal, heat treatment, surface finishing, and machining often define the real lead time.
- Quality strategy: inspection intensity rises with application criticality, especially when internal features must be verified.
Additive Manufacturing can reduce tool-related lead time, but it does not eliminate manufacturing discipline. The process selection should always include how you will qualify, finish, and inspect the part.
How to choose the right additive manufacturing method
If you are selecting a method of additive manufacturing for a part family, start with these questions:
- Is this a visual prototype, a functional polymer part, or a production metal component?
- What tolerances and surface finish are required, and which surfaces will be machined?
- Does the design benefit from internal features, consolidation, or weight reduction?
- What production volume and cost target are realistic for the chosen route?
If the goal is speed and affordability for prototypes, extrusion or resin routes may be the best fit. If you need durable functional polymer parts in batches, powder-bed polymer routes are often more efficient. If the objective is high-performance metal production, powder-bed fusion or DED will generally be the most relevant options.
Industrial applications and where AM fits best
AM adoption is often strongest where complexity and value per part are high. In aerospace, for example, AM is used to consolidate assemblies, reduce weight, and integrate internal channels. In other sectors, AM may be used for tooling inserts, custom fixtures, spares, or short-run parts that would otherwise require expensive tooling.
Conclusion
The types of additive manufacturing processes are best understood as seven families: vat photopolymerization, material extrusion, powder bed fusion, binder jetting, material jetting, directed energy deposition, and sheet lamination. Each category has a different balance of accuracy, materials, throughput, and post-processing needs. The most successful AM projects start by choosing the process that matches the part’s requirements and then designing for that process from the beginning. When selected strategically, AM becomes a reliable production capability rather than an experiment.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}