320 MCR | 400 MCR | 500 MCR
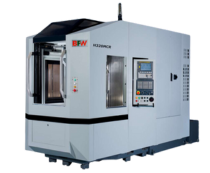
Hochgeschwindigkeits-Horizontal-Bearbeitungszentren bieten hohe Geschwindigkeit, Präzision, Flexibilität, eine kompakte Aufstellfläche und energiesparende Vorteile.
MCR ist speziell darauf ausgelegt, Ihre Anforderungen an die Bearbeitung von Antriebskomponenten für Pkw und leichte Nutzfahrzeuge zu erfüllen. Das schnelle, flexible und kompakte MCR bietet Ihnen viele Vorteile.



Haben Sie Fragen?
Gerne informieren wir Sie näher über MCR. Kontaktieren Sie uns jederzeit.
MCR | H 320 MCR | H 400 MCR | H 500 MCR |
|---|---|---|---|
Pallet size (mm × mm) | Dia 320 (Dia 400) | Dia 400 (Dia 500) | Dia 500 |
Pallet type | Tapped holes | Tapped holes with butting pads | Tapped holes with butting pads |
Maximum load on table (kg) | 300 | 400 | 500 |
Pallet height from ground level (mm) | 950, with 100 mm ground clearance | 1200, with 100 mm ground clearance | 1080, with 100 mm ground clearance |
Maximum job swing – diameter × height (mm) | 700 × 500 | 560 × 500 (800 × 500) | 700 × 700 (900 × 700) |
Index positions (°) | 360 × 1° (360000 × 0.001°) | 360 × 1° (360000 × 0.001°) | 360 × 1° (360000 × 0.001°) |
X / Y / Z (mm) | 500 / 350 / 350 | 500 / 400 / 400 | 500 / 550 / 500 |
Table centre – spindle centre distance (mm) | 100 – 450 | 100 – 500 | 170 – 720 |
Table centre – spindle face distance (mm) | 100 – 450 | 100 – 500 | 200 – 700 |
Rapid traverse X / Y / Z axis (m/min) | 60 | 50 | 50 |
Spindle (Standard) Power cont./int. (kW) | 3.7 / 5.5 / 7.5 / 11 | 5.5 / 7.5 (7.5 / 11) | 5.5 / 7.5 (7.5 / 11) |
Spindle (Standard) Speed (max, rpm) | 8000 (10000 / 12000) | 8000 (10000) | 8000 (10000) |
Spindle (Standard) Taper type | BT 30 (HSK A50) | BT 40 (HSK A63) | BT 40 (HSK A63) |
Spindle (Standard) Maximum torque (Nm) | 35 with Siemens (58 with Mitsubishi) (70 with Fanuc) | 57 with Siemens (70 with Mitsubishi / Fanuc) | 57 with Siemens (70 with Mitsubishi / Fanuc) |
Spindle – High Torque (with Fanuc only) Power cont./int. (kW) | NA | NA | 22 / 37 (15% ED) |
Spindle – High Torque (with Fanuc only) Speed (max, rpm) | NA | NA | 14000 |
Spindle – High Torque (with Fanuc only) Taper type | NA | NA | HSK A63 |
Spindle – High Torque (with Fanuc only) Max torque (Nm) | NA | NA | 250 |
Automatic Tool Changer Pull stud | As per MAS-403 P30T-1 | As per DIN 69872 | As per DIN 69872 |
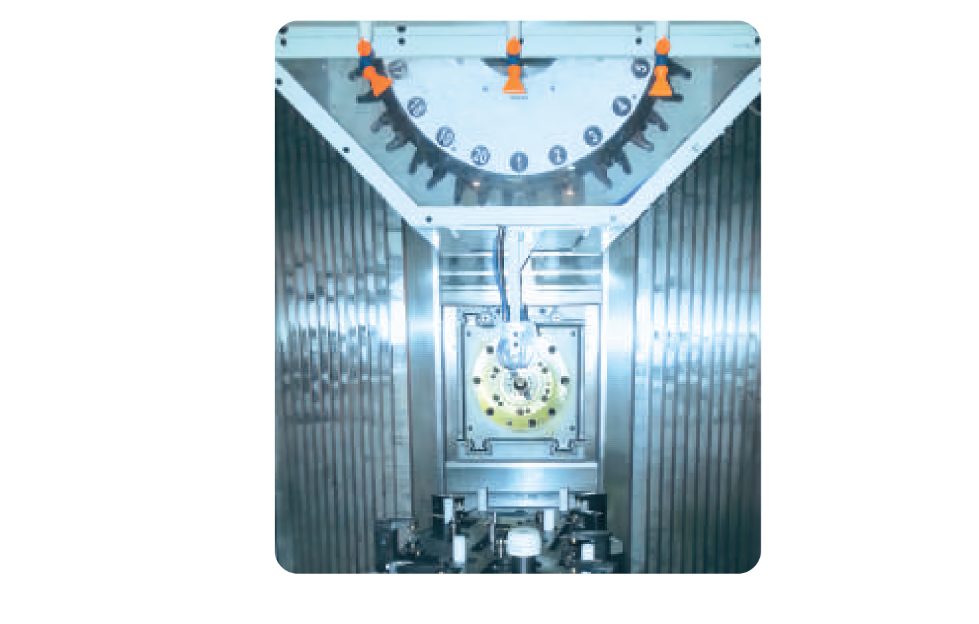
Automatic Tool Changer Number of tools | 20 | 20 | 20 |
Automatic Tool Changer Max tool diameter (mm) | 80 | 80 / 125 | 80 / 125 |
Automatic Tool Changer Max tool length (BT – HSK) (mm) | 200 (300) | 250 (350) | 320 |
Automatic Tool Changer Max tool weight (kg) | 4 | 5 | 6 |
Automatic Tool Changer Tool changing time (tool-to-tool) (sec) | 2.4 | 2.5 | 2.5 |
Automatic Tool Changer Chip-to-chip time (sec) | 3.9 | 4.0 | 5.0 |
Accuracy (ISO 230-2) Linear axes positioning (mm) | 0.010 | 0.010 | 0.010 |
Accuracy (ISO 230-2) Linear axes repeatability (mm) | 0.007 | 0.007 | 0.007 |
Accuracy (ISO 230-2) B Axis positioning (arc sec) | 8 (25) | 8 (25) | 8 (25) |
Accuracy (ISO 230-2) B Axis repeatability (arc sec) | 6 (15) | 6 (15) | 6 (15) |
Machine weight (kg) | 5500 | 6500 | 8500 |
Total connected load (kVA) | 25 | 45 | 55 |
Dimensions (L × W × H, mm) | 1,400 × 4,200 | 1,700 × 4,650 | 1,900 × 4,100 |
Compressed air (bar) | 6 | 6 | 6 |
Power supply | 415 V AC, 50 Hz, 3 Phase | 415 V AC, 50 Hz, 3 Phase | 415 V AC, 50 Hz, 3 Phase |
CNC System | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF | Siemens 828D / Mitsubishi M80 / Fanuc Oi MF |
Hervorragende Präzision dank hochwertiger Präzisionskomponenten und thermostabiler Eigenschaften.
Hohe Geschwindigkeit, Präzision, Flexibilität, kompakte Bauweise und energiesparende Vorteile.
Kontaktieren Sie uns online oder besuchen Sie uns auf einer unserer Veranstaltungen, um mögliche Partnerschaften und Kooperationen zu erkunden. Unsere maßgeschneiderten Lösungen werden mit modernsten Technologien und den neuesten Methoden gefertigt.
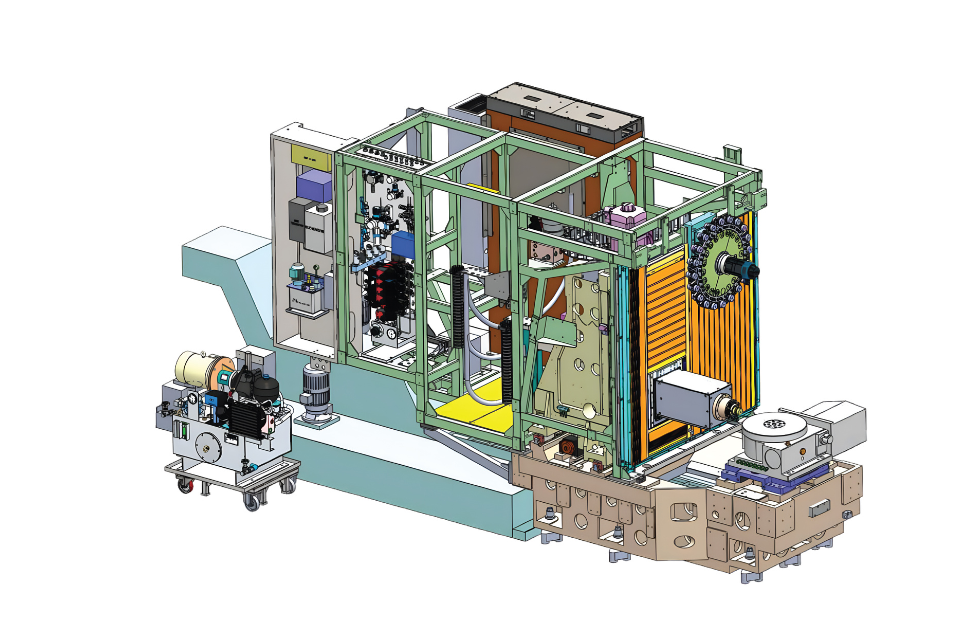
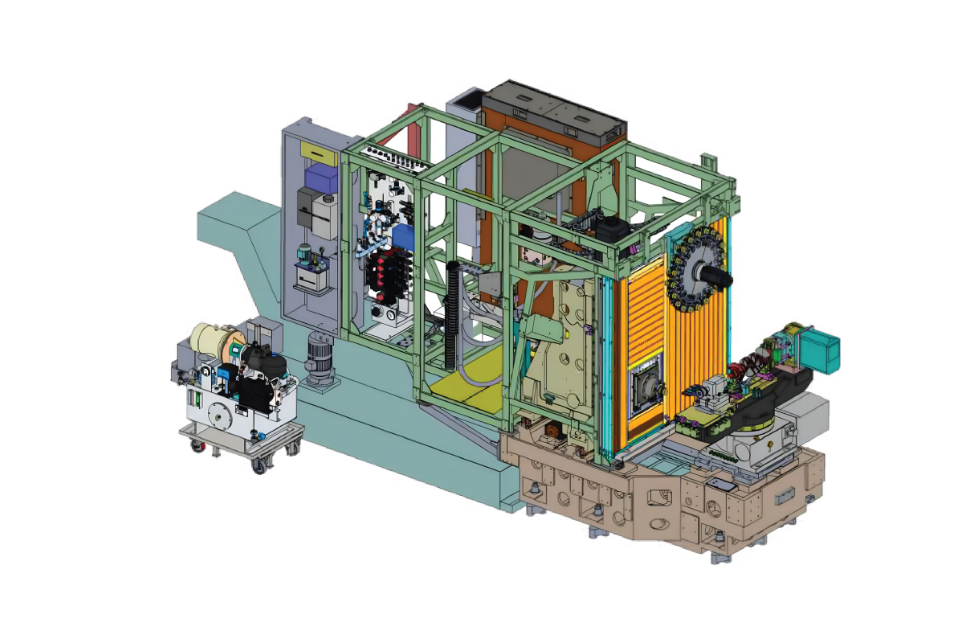
MCR ist die Hochgeschwindigkeits-Serie horizontaler Bearbeitungszentren von BFW Europe, entwickelt für Bearbeitungslinien, in denen kompakte Stellfläche, schneller Produktionsrhythmus und wiederholgenaue Präzision entscheidend sind. Die MCR-Plattform ist darauf ausgelegt, hohe Geschwindigkeit, Präzision, Flexibilität, eine kompakte Stellfläche und energiesparende Vorteile zu bieten. Sie wurde speziell entwickelt, um die Anforderungen an die Bearbeitung von Powertrain-Komponenten für Pkw und leichte Nutzfahrzeuge zu erfüllen.
MCR-Modelle werden üblicherweise als 320 MCR, 400 MCR und 500 MCR bezeichnet und bieten Herstellern damit ein einheitliches Plattformkonzept, das auf unterschiedliche Bauteilgrößen und Linienlayouts abgestimmt werden kann.
MCR ist als horizontales Bearbeitungszentrum mit geringer Breite ausgelegt, das sich leicht in Bearbeitungslinien integrieren lässt. Für Produktionsverantwortliche unterstützt dies dichtere Linienlayouts, eine bessere Nutzung der Produktionsfläche und eine praxisgerechtere Integration, wenn mehrere Maschinen nebeneinander stehen müssen.
MCR ist als schnelle, flexible und kompakte Maschine für die Produktion positioniert. In der Praxis bedeutet das eine Plattform, die darauf ausgelegt ist, Nebenzeiten gering zu halten, einen gleichmäßigen Bearbeitungsrhythmus über wiederholte Zyklen hinweg zu sichern und einen stabilen Output über lange Schichten zu unterstützen.
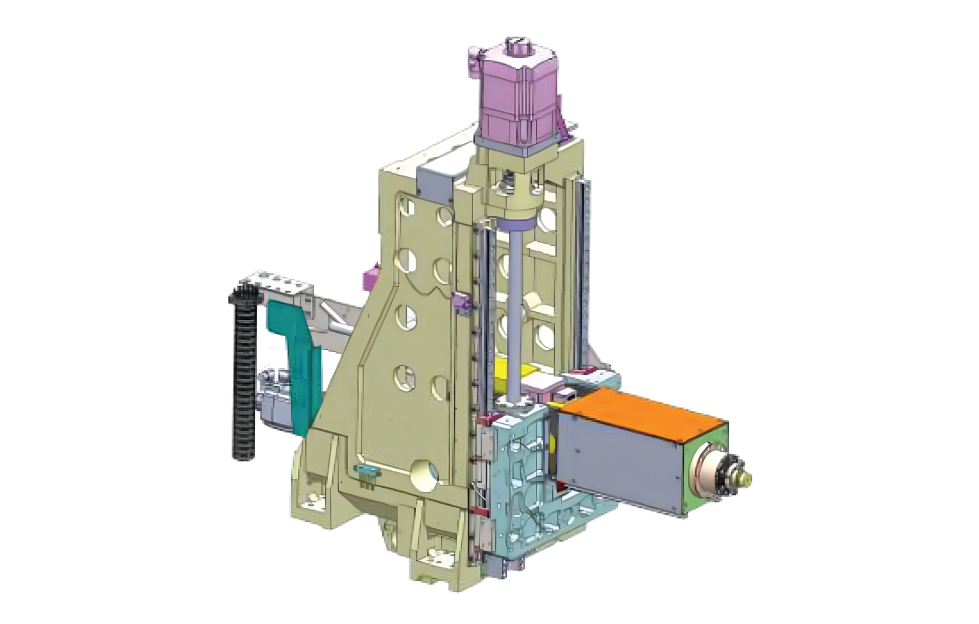
MCR hebt eine dauerhaft stabile Präzision und Rollenführungen als Teil seines Leistungsprofils hervor. Wiederholgenauigkeit ist besonders in der Powertrain- und Automobilproduktion entscheidend, wo das eigentliche Ziel nicht ein einmaliges Erreichen der Toleranz ist, sondern konstante Ergebnisse über tausende Zyklen hinweg.
MCR umfasst Energiesparfunktionen innerhalb seiner Wasch- und Kühlmittelroutinen. Über lange Produktionsläufe hinweg unterstützen solche Merkmale eine sauberere Bearbeitungsumgebung und einen stabileren täglichen Workflow ohne unnötigen Ressourcenverbrauch.
MCR betont ein breites Spektrum an Tischkonfigurationen und Achsoptionen. Das macht die Plattform besonders praxisgerecht, wenn sich Anwendungen weiterentwickeln und unterschiedliche Teilefamilien verschiedene Bearbeitungsstrategien erfordern.
MCR ist mit einer produktionsbereiten Grundkonfiguration ausgelegt, die stabile Bewegungen, wiederholgenaue Positionierung und einen praxisgerechten täglichen Betrieb in Bearbeitungslinien unterstützt.
Zu den zentralen Standardmerkmalen gehören eine Bewegungsplattform mit Rollenführungen, Präzisions-Kugelgewindetriebe, Zentralschmierung, Luftblasreinigung für die Spindelaufnahme für einen saubereren Werkzeugsitz, Absolutwertgeber, Werkzeugstandzeitmanagement, Alarmdiagnose sowie ein für den Produktionseinsatz ausgelegtes Kühlmittel- und Spanhandling-Konzept.
Die Standardkonfiguration unterstützt außerdem die Mehrachsen-Interpolation, was besonders relevant ist, wenn Indexieren, Rundtischbearbeitung oder Mehrseitenstrategien Teil des Bearbeitungsprozesses sind.
Die besondere Positionierung von MCR ist eng mit der einfachen Konfigurierbarkeit für unterschiedliche Anforderungen in Bearbeitungslinien verbunden.
Dazu gehören das Maschinenkonzept mit geringer Breite und die schnelle Installation per Single-Lift-Konzept.
MCR bietet die Möglichkeit einer Konfiguration ohne Palettenwechsler sowie mehrere Tischvarianten wie NC-Tische, Rundtische und Schwenktische.
Konfigurationen wie nur B-Achse, nur A-Achse, A+B und 5-Achs-Optionen werden als Teil der Plattformflexibilität hervorgehoben.
Online-Hydraulik und optionale thermische Kompensationssensoren werden als Teil der Maßnahmen zur Aufrechterhaltung einer dauerhaft stabilen Präzision unter Produktionsbedingungen genannt.
MCR kann mit optionalen Merkmalen konfiguriert werden, die typische Produktionsengpässe beseitigen – etwa Spanabfuhr in tieferen Merkmalen, begrenzte Werkzeugkapazität, Prozesssicherheit und Rüsteffizienz.
Automatischer Palettenwechsler mit servoangetriebenem Rotationssystem für höhere Spindelauslastung und schnellere Umrüstungen
Hochdruckkühlung durch die Spindel mit 16 bar oder 40 bar und Filtration zur Verbesserung der Spanabfuhr und zur Stabilisierung der Werkzeugstandzeit bei bohrintensiven, spananfälligen Geometrien
Kontinuierliche Rundtischfunktion für Anwendungen, die auf präzises Indexieren oder kontinuierliche Rotation angewiesen sind
HSK-Spindeloptionen, Minimalmengenschmierung, Werkzeugbrucherkennung, Nebelabsaugung und Kühlmittelkühlung zur Unterstützung von Prozessstabilität und Produktionszuverlässigkeit
CNC- und Leistungsoptionen wie Fanuc-CNC und die AICC-II-Funktion, nur bei Fanuc, sowie USB-Schnittstelle und CE-Zertifizierungsunterstützung
Optionen für Rundtische der 4. und 5. Achse für Mehrseitenbearbeitungsstrategien und die Reduzierung von Aufspannungen
MCR ist speziell für die Bearbeitung von Powertrain-Komponenten für Pkw und leichte Nutzfahrzeuge entwickelt, bei denen die Integration in Bearbeitungslinien, Wiederholgenauigkeit und Produktionsstabilität zentrale Prioritäten sind.
kompakte Stellfläche und Maschinenabstände wichtig sind,
stabile Wiederholgenauigkeit über große Losgrößen hinweg erforderlich ist,
und flexible Rundtisch- oder Tischkonfigurationen eine Bearbeitung mit mehreren Operationen unterstützen.
MCR ist eine kompakte Hochgeschwindigkeits-Serie horizontaler Bearbeitungszentren, die für Bearbeitungslinien und Produktions-Workflows entwickelt wurde. Mit einer schmalen, linienfreundlichen Stellfläche, Merkmalen für dauerhaft stabile Präzision, energiesparenden Routinen und breiter Konfigurationsflexibilität – von Setups ohne Palettenwechsler bis hin zu Rundtisch-, Schwenktisch- und Mehrachsenoptionen – ist MCR als praxisgerechte HMC-Plattform für Automotive-Powertrain-Anwendungen und die Bearbeitung in hohen Stückzahlen positioniert.
Get in touch
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}